

 Services
Services
FDM technology can go about building quick prototypes with strength and speed, at a very economical price in a range of thermoplastic materials, which makes it a very attractive option.
A wide range of FDM printers are available in the market today , The raw material is inexpensive, durable and maintains dimensional integrity , There is a wide choice of raw material , They are affordable , Low turnaround time.
3D printing utilizing the extrusion of thermoplastic material is easily the most common and recognizable 3DP process. The most popular name for the process is Fused Deposition Modelling (FDM).
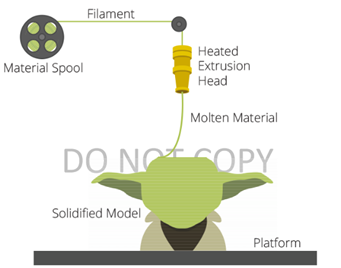
The process works by melting plastic filament that is deposited, via a heated extruder, a layer at a time, onto a build platform according to the 3D data supplied to the printer. Each layer hardens as it is deposited and bonds to the previous layer. The FDM/FFF processes require support structures for any applications with overhanging geometries.
The great advantage of FDM is the durable materials it uses, the stability of their mechanical properties over time, and the quality of the parts. The production-grade thermoplastic materials used in FDM are suitable for detailed functional prototypes, durable manufacturing tools and low-volume manufacturing parts.
Support structures, or lack thereof, have generally been a limitation of the entry level FFF 3D printers. However, as the systems have evolved and improved to incorporate dual extrusion heads, it has become less of an issue. Occasionally, the process can be slow for some part geometries and layer-to-layer adhesion can be a problem, resulting in parts that are not watertight.
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 62.63 | 65.02 | 4.28 | 190 – 220 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 40.96 | 45.44 | 22.11 | 220 – 260 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 49 | 68 | 7.5 | 230 – 250 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 50 – 55 | 85 – 90 | 354 | 220 – 260 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 62.7 | 100.4 | 3.41 | 260 – 280 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 23.2 | 52.9 | 2.06 | NA |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 13.85 | NA | NA | 190 – 220 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(MPa) | Melting Temperature°C |
|---|---|---|---|
| 26.5 | 32.94 | 10.89 | 220 – 260 |
Minimum Wall thickness : 1.2 mm
Minimum details size : 2 mm (for text/ hole diameters etc)
Layer thickness : 0.1 mm – 0.3 mm
Max dimensions : 650 x 600 x 600 mm. Large parts can be created with assembling individual parts by interlocking designs or glueing together.
Standard Accuracy : ± 0.3% (with lower limit on ± 0.3 mm).
Lead Time : Minimum 2 working days for despatch
Surface finish : visible layers with texture.
Basic : Support Removal, Sanding, Smoothing
Add on : Primer, Coating / Painting

One of the most widely-used rapid prototyping technologies for plastic models that require great looking models with impeccable surface quality.
Stereolithography (SLA) 3D printing has become vastly popular for its ability to produce high-accuracy, isotropic, and watertight prototypes and parts in a range of advanced materials with fine features and smooth surface finish.
Stereolithography (SL) is widely recognized as the first 3D printing process. It is an industrial 3D printing process used to create complex models, concepts and prototypes with excellent surface finish and accuracy. It is used for applications like jewelry, dentistry, casting and molds, as it supports high feature resolutions, and detailing.
Process
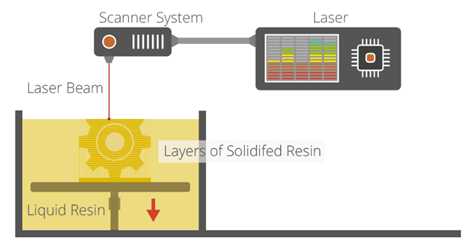
SLA is a laser-based process that works with photopolymer resins that react with the laser and cure to form a solid in a very precise way. A laser beam is directed in the X-Y axes across the surface of the resin according to the 3D data supplied to the machine (the .stl file), whereby the resin hardens precisely where the laser hits the surface. Once the layer is completed, the platform within the vat drops down by a fraction (in the Z axis) and the subsequent layer is traced out by the laser. This continues until the entire object is completed and the platform can be raised out of the vat for removal.
Because of the nature of the SL process, it requires support structures for some parts, specifically those with overhangs or undercuts. These structures need to be manually removed. In terms of other post processing steps, many objects 3D printed using SL need to be cleaned and cured. Curing involves subjecting the part to intense light in an oven-like machine to fully harden the resin.
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(J/m) | Melting Temperature°C |
|---|---|---|---|
| 58 -68 | 87 – 101 | 15 – 25 | 53 – 55 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(J/m) | Melting Temperature°C |
|---|---|---|---|
| 52 | 43 | 86 | 50 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(J/m) | Melting Temperature°C |
|---|---|---|---|
| 33 – 44 | 52 – 71 | 35 – 52 | 62 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(J/m) | Melting Temperature°C |
|---|---|---|---|
| 38 | 57 | 22 | 53 |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength(J/m) | Melting Temperature°C |
|---|---|---|---|
| 52 – 53 | 82 – 84 | 43 – 49.5 | 51 |
Minimum Wall thickness : 0.8 mm
Minimum details size : 2 mm (for text/ hole diameters etc)
Layer thickness : 0.05 mm – 0.1 mm
Max dimensions : 650 x 650 x 450 mm
Standard Accuracy : ± 0.2% (with lower limit on ± 0.2 mm). Dimensions tend to change with exposure to direct sunlight or another UV source
Lead Time : Minimum 2 working days for despatch
Surface finish : Smooth, with tiny visible layers.
Basic : Support Removal, Sanding, Smoothing
Add on : Primer, Coating / Painting

One of the most widely used prototyping technique for functional parts and components due to its ability to create complex geometries very easily. Accurate prototypes and functional production parts with high durability, using multiple nylon based powders
Selective Laser Sintering (SLS) is an Additive Manufacturing method that uses a powder bed fusion process to build 3D parts. This additive manufacturing technology can be used both for rapid prototyping and production.
Laser sintering refers to a laser based 3D printing process that works with powdered materials. IT works with different types of nylon materials with varying levels of stiffness and ductility.
Process
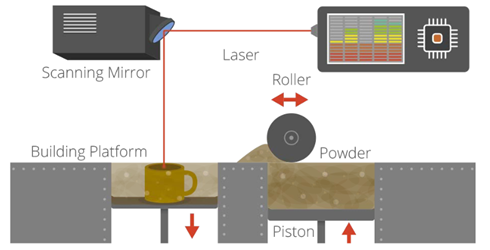
The laser is traced across a powder bed of tightly compacted powdered material, according to the 3D data fed to the machine, in the X-Y axes. As the laser interacts with the surface of the powdered material it sinters, or fuses, the particles to each other forming a solid. As each layer is completed the powder bed drops incrementally and a roller smoothens the powder over the surface of the bed prior to the next pass of the laser for the subsequent layer to be formed and fused with the previous layer. The build chamber is completely sealed as it is necessary to maintain a precise temperature during the process specific to the melting point of the powdered material of choice. Once finished, the entire powder bed is removed from the machine and the excess powder can be removed to leave the ‘printed’ parts.
One of the key advantages of this process is that the powder bed serves as an in-process support structure for overhangs and undercuts, and therefore complex shapes that could not be manufactured in any other way are possible with this process. With no need for support structures, this technology is suitable for interlocking parts, moving parts, living hinges and other highly complex designs and gives infinite design freedom.However, on the downside, because of the high temperatures required for laser sintering, cooling times can be considerable.
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength | Hardness |
|---|---|---|---|
| 43 | 48 | 32 | 80 D |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength | Hardness |
|---|---|---|---|
| 31 | NA | 32 | NA |
| Tensile Strength(MPa) | Flexural Strength(MPa) | Impact Strength | Hardness |
|---|---|---|---|
| 37 | 15-17 | 32 | 74 D |
Minimum Wall thickness : 0.8 – 1 mm
Minimum details size : 2.5 mm (for text/ hole diameters etc)
Layer thickness : 0.1 mm
Max dimensions : 650 x 330 x 560 mm
Standard Accuracy : ± 0.3% (with lower limit on ± 0.3 mm).
Lead Time : Minimum 3 working days for despatch
Surface finish : Sharp grainy matt finish
Basic : Powder removal, Blasting, Smoothing
Add on : Primer, Coating / Painting

Direct metal laser sintering (DMLS) is an industrial 3D printing process that builds fully functional metal prototypes in a range of metals like steel, aluminimu, titanium etc. It allows for the direct manufacturing of complex end-use parts and facilitates tooling for conventional manufacturing technologies, reducing costs and lead times.
Direct metal laser sintering is one of the most fascinating 3D printing techniques, as it allows you to print your own designs in metals such as Aluminum or Titanium. Today we will take a more detailed look at this technology and see how you can access it via our online service.
Metal 3D Printing is a laser-based technology that uses powdered metals. Similar to Laser Sintering, a high-powered laser selectively binds together particles on the powder bed while the machine distributes even layers of metallic powder.
Process
Support structures are automatically generated and built simultaneously in the same material, and are later manually removed. An initial brushing is manually administered to parts to remove a majority of loose powder, followed by the appropriate heat-treat cycle while still fixtured in the support systems to relieve any stresses. Parts are removed from the platform and support structures are removed from the parts, then finished with any needed bead blasting and deburring. Final DMLS parts are near 100 percent dense.
This technology combines the design flexibility of 3D Printing with the mechanical properties of metal. From tooling inserts with cooling channels to lightweight structures for aerospace, any application that involves complex metal parts potentially benefits from Metal 3D Printing.
| Tensile Strength(MPa) | Hardness | Thermal Conductivity(W/m-celsius) |
|---|---|---|
| XY:1100 Z:1100 | 33 – 37 HRC | 15 |
| Tensile Strength(MPa) | Hardness | Thermal Conductivity(W/m-celsius) |
|---|---|---|
| XY:640Z:590 | 89 HRB | NA |
| Tensile Strength(MPa) | Hardness | Thermal Conductivity(W/m-celsius) |
|---|---|---|
| XY:1350Z:1200 | 35 – 45 HRC | 13 – 33 |
| Tensile Strength(MPa) | Hardness | Thermal Conductivity(W/m-celsius) |
|---|---|---|
| XY:460Z:460 | 119 HBW | 105 |
| Tensile Strength(MPa) | Hardness | Thermal Conductivity(W/m-celsius) |
|---|---|---|
| XY:1290Z:1240 | 320 HV5 | NA |
| Tensile Strength(MPa) | Hardness | Thermal Conductivity(W/m-celsius) |
|---|---|---|
| XY:1060Z:980 | 30 HRC | NA |
Minimum Wall thickness : 0.8 – 1 mm
Minimum details size : 2 mm (for text/ hole diameters etc)
Layer thickness : 0.05 – 1 mm
Max dimensions : 250 x 250 x 325 mm
Standard Accuracy : ± 0.2% (with lower limit on ± 0.2 mm).
Lead Time : Minimum 10-14 working days for despatch
Surface finish : Rough surface, which can undergo finishing stages as per requirement
Basic : Powder removal, Blasting, Smoothing
Add on : Tapping, Heat Treatment
+91-22-3566 8034
+91-93727 04144
info@trikolaa.com
sales@trikolaa.com
© Copyright 2014 - 2019. Trikolaa Innovation Future , Mumbai. All rights reserved.